[VIP第1年] 指数:3
[VIP第1年] 指数:3
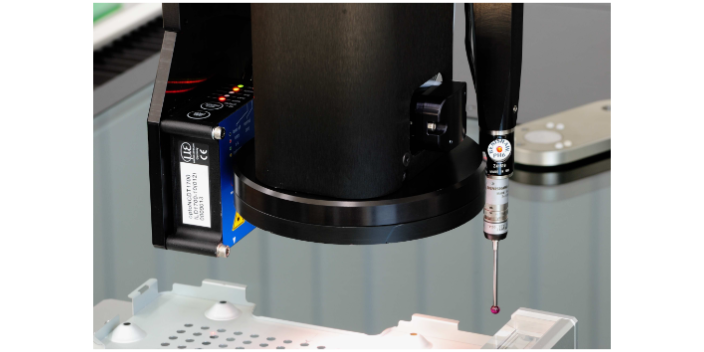
接触式影像测量仪是针对机械业,是较大、较立体的工件,较硬的工件,需要3D组件的计算,可作3D坐标系统,可同时量5个面,需较长的学习时间,苏州MICROVU影像测量仪咨询,容易撞机,须有精密治具,二次元影像仪量测才会快,影像测量仪一次只能量一个工件,要量曲线,需搭配扫描式探头系统及软件,误差来源为二次元影像仪仪器及探头系统,探针为耗材。非接触式影像测量仪主要是针对电子业,需要放大量测的工件,是不可触摸的工件,需要大量量测,影像测量仪的坐标系统的设定较容易,一次只能量一面,程序较容易写,不易撞机,大量量测较快,可同时量多个工件,曲线的量测容易,(PROFILER软件)无法处理曲面的量测,误差来源为仪器本身,苏州MICROVU影像测量仪咨询,耗材只有灯泡。非接触式影像测量仪操作简单,无需专业技能,适用于各行业的测量任务,如制造业,苏州MICROVU影像测量仪咨询、电子、航空航天等。苏州MICROVU影像测量仪咨询
二次元影像测量仪的特征。真直度。影像测量仪的真直度是指被影像测量仪测定各点与基准直线间距离之大差的位移偏差量。影像测量仪的真直度数值越大越表示直线的变形越大,相反影像测量仪的真直度数值越小表示直线的变形越小越接近真直线。真圆度。影像仪的真圆度是指圆柱体、圆锥体或球体呈真圆程度的一种公差表示法,任一与轴线正交之剖面,影像仪真圆度的周界均位于两同心圆之间,此两同心圆的径向距离,即为真圆度公差。其数值越大越表示影像仪圆的变形越大,数值越小表示影像仪圆的变形越小越接近真圆。苏州进口影像测量仪说明书影像测量仪在精度方面,静态测量可达1μm。

对于现代制造业而言,测量仪器的精确性和可靠性是至关重要的。进口三次元影像测量仪作为一种高精度的测量仪器,可以帮助制造商解决许多复杂的测量问题。首先,进口三次元影像测量仪采用三维视觉技术和图像处理算法,可以准确地获取被测物体的三维模型。这使得测量结果更加准确可靠,并且可以在多个角度进行测量,从而更好地了解产品的实际情况。此外,进口三次元影像测量仪还具有高效率的测量速度。它可以在短时间内完成大量产品的测量,从而很大程度上提高了生产效率。同时,它还可以生成准确的测量报告,帮助制造商更好地了解产品的情况,从而更好地控制生产过程。进口三次元影像测量仪还具有人性化的操作界面和智能化的软件系统,使得操作更加方便快捷。同时,它还支持多种测量模式,可以根据不同的需求进行灵活的配置,从而满足不同客户的需求。
浅谈影像测量仪测量方式。表面测量。表面测量可以说是二次元影像测量仪的主要功能,凡是能看到的物体表面图形尺寸,在表面光源照明下,影像测量仪几乎全部能测量,例如,电路板上的线路铜箔尺寸,IC电路等,当被测物体是黑色塑料、橡胶时,影像测量仪也能轻易测量尺寸。轮廓测量。顾名思义就是影像测量仪测量工件的轮廓边缘,一般采用底部的轮廓光源,需要时也可加表面光做辅助照明,让被测边线更加清晰,有利于测量。表面测量与轮廓测量是影像测量仪主要的测量方式,从某种程度上说,也是影像测量仪主要的测量功能。MICROVU影像测量仪具有快速测量速度和高精度的测量能力,满足精密制造和质量控制的需求。
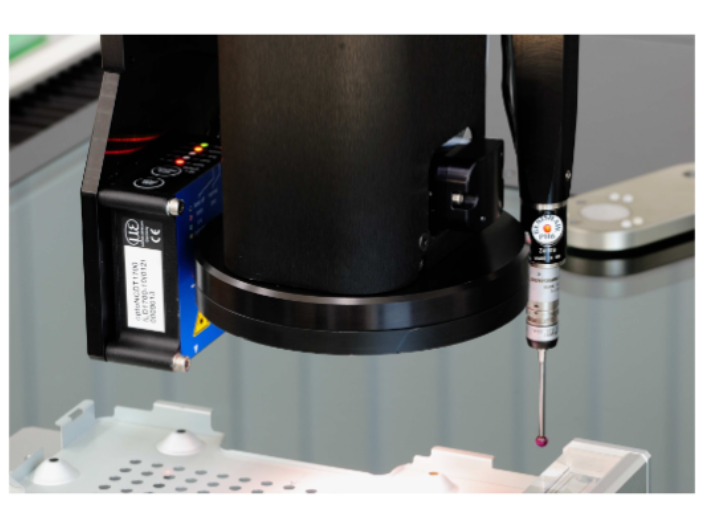
影像测量仪的误差来源。影像测量仪的测量是单轴、二维平面的测量、三维空间坐标的测量。测量时先对焦取点计算处理。对焦对准依靠光学系统,读数来自于标尺即光栅系统,还有一个直接影响测量效果和精度的照明光源,因为如果被测件不能被有效正确的照明的影像方法的测量的仪器,则测量的结果显然要偏离其真实尺寸。除前述因素外,制约测量精度不可忽视的因素也包括环境条件。于上述分析,可以归纳出以下几个方面的误差来源:1)光栅计数尺的误差;2)直线度、角摆在工作台移动时带来的误差;3)工作台两测量轴垂直度带来的误差;4)工作台面与显微镜光轴不垂直带来的误差;5)偏离校准要求的参考温度的测量室温度带来的误差;6)光源照明条件的变化带来的对准和对焦误差。非接触式影像测量仪具备自动测量和数据处理功能,减少人为误差,提高测量结果的准确性和一致性。苏州进口影像测量仪说明书
影像测量仪满足工业抽样检验和批量检测的需要。苏州MICROVU影像测量仪咨询
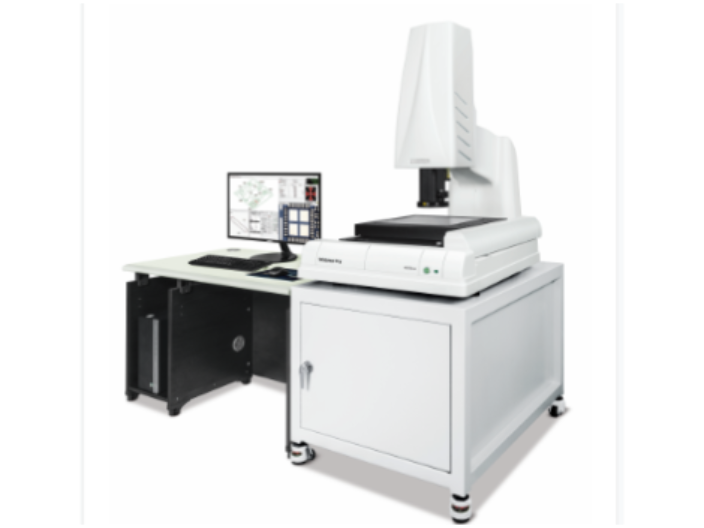
速度与精度的完美结合:MICROVU影像测量仪是先进制造和质量控制的关键工具。它具备快速测量速度和高精度的测量能力,将复杂的物理量转化为直观的数据表现,极大地提升了生产效率和产品质量。在复杂零件的批量生产和精细制造过程中,能实时对关键尺寸进行快速、精确的监控,以提供完整的、实时的生产反馈。它能够在短时间内处理大量的测量数据,为企业快速反应和准确决策提供了可能。适用普遍,满足各种制造需求:MICROVU影像测量仪不仅适用于各种材料的二维、三维几何参数的测量,还可用于复杂的曲面、多角度和多方向的测量。无论是在汽车制造、半导体封装、液晶面板生产还是医疗器械制造等行业中,它都能提供特殊的准确度和可靠性。苏州MICROVU影像测量仪咨询
文章来源地址: http://yiqiyibiao.spyljgsb.chanpin818.com/gxyq/yxy/deta_19141715.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。